Basic Civil & Mechanical Engineering: UNIT I: j. Production engineering
Foundry process - metal casting
Basic steps in the Foundry Process
Basic steps in the Foundry Process are: - Pattern Making - Molding - Metal Melting and Pouring, i.e., Casting
FOUNDRY PROCESS - METAL CASTING
Foundry
Process consists of pattern making, making molds, melting the metal and pouring
the metal into the molds to make castings. Foundry or Casting is the process of
forming metallic products by melting the metals, pouring it into a cavity of
the required shape, known as the mold and allowing it to solidify. In this way
the molten metal takes the shape of the mold.
The
product of the foundry is the casting which may vary from a fraction of a
kilogram to several tonnes. Practically all ferrous and non-ferrous metals and
alloys can be: cast. Foundry is one of the oldest industries in the metal
forming field and dates back to approximately 2000 B.C. A shop where molding,
casting and their related processes are conducted is called a Foundry Shop.
Basic
steps in the Foundry Process are:
-
Pattern Making
- Molding
-
Metal Melting and Pouring, i.e., Casting
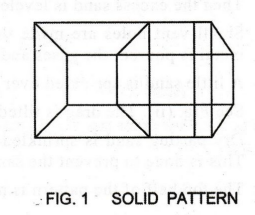
1. PATTERN MAKING
Before
any product is produced through casting process, a model, which is an exact
facsimile of the product to be produced, known as pattern is prepared. The
quality of casting produced depends on the design, construction, accuracy and
the material of the pattern.
Pattern
Materials
The
pattern is made from suitable materials, such as wood, aluminium, plaster or
plastics, waxes, etc. The material of pattern depends upon the number of
castings to be produced, size of casting and the casting metal used.
Wood
(Teak or Mahogony) is the material very widely used for pattern making. It can
be given desired shape and finish easily. Aluminium pattern is used when large
numbers of castings are to be made. The aluminium pattern itself is cast from a
wooden pattern, called Master Pattern. Aluminium is the best all-round metal
for pattern making due to light weight, easy to work and high resistance to
corrosion.
A
poor casting may be produced from a good pattern, but a good casting will not
be made from a poor pattern.
Pattern
Allowances
The
size of a pattern is never kept the same as that of the desired casting. This
is because of the fact that during cooling, the casting is subjected to various
metallurgical effects. Hence, shrinkage, distortion and machining allowances
are provided in the pattern to compensate for contraction during
solidification, machining, etc.
2. MOLDING
Mold
is the cavity of the required shape made in molding sand into which molten
metal is poured. Molding process consists of making a mold. Pattern, molding
box, molding sand and molding tools are necessary for molding process.
Molding
Sand
Foundry
sand contains silica, clay and moisture in suitable proportions. Silica sand in
the form of granular quartz is the main constituent of molding sand. Clay acts
as a bonding medium around the silica grains.
Molding
Procedure
The
procedure for green sand molding (floor or bench molding) is explained in the
following steps:
1.
See Fig. (i). A two piece (split) pattern is used. One half of the pattern is
placed on the molding board. The molding box (drag) is placed with the dowel
pins down..
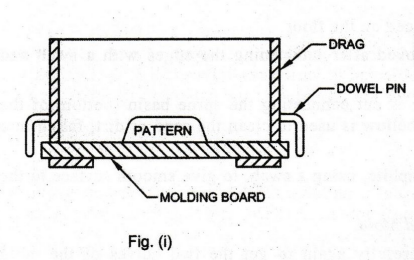
2.
Molding sand (i.e., sand with proper amount of moisture and clay content) is
filled in the molding box to cover the pattern. It is pressed firmly around the
pattern with fingers.
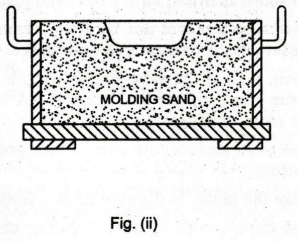
3.
The drag is completely filled with sand upto the top and rammed by the peen end
of the hand rammer. During ramming, if necessary, additional sand can be put
into the drag. Later, the sand around the pattern as well as the edges of the
molding box are rammed with the help of the butt-end of the rammer, so that
packing is perfect.. Remember loose packing and too hard packing, both are
undesirable. The proper amount of ramming comes through experience only. If the
mold is not sufficiently rammed, it is difficult to hold the packed sand. On
the other hand, if it is rammed too hard, the escape of gases and steam becomes
difficult, while pouring the molten metal.
4.
Then the excess sand is leveled by a strike-off bar.
5.
Small vent holes are made through the sand using vent wire, so that when the
molten metal is poured, the gases and steam so generated can escape out.
6.
A little sand is sprinkled over the mold and smoothened by a trowel.
7.
See Fig. (ii). The drag is tilted upside down.
8.
Dry parting sand is sprinkled such that the pattern and surface are completely
covered.This is done to prevent the sand of the drag from sticking with the
sand of the cope.
9. The top half of the pattern is now placed correctly in position over the first half.
10.
See Fig. (iii). The cope is placed correctly in position on the drag and
aligned using dowel pins.
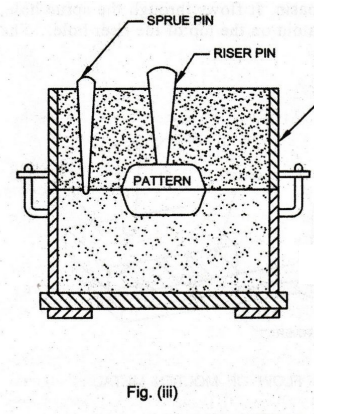
11.
The sprue pin is placed vertically by the side of the pattern for making sprue
hole for pouring the molten metal.
12.
The riser is placed vertically over the highest point of the pattern so that
the gases and - steam in the molten metal will escape.
13.
The operations of filling the sand, ramming and venting of the cope are done in
the same manner as in the drag.
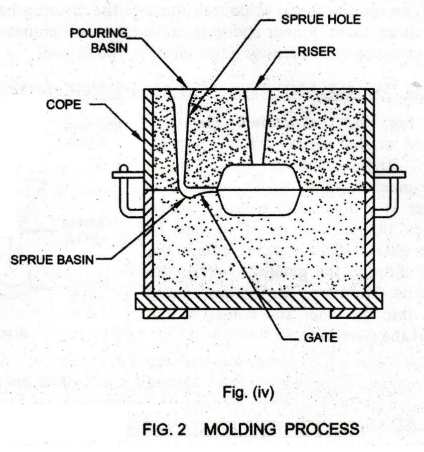
14.
See Fig. (iv). The riser and the sprue pin are removed. A funnel shaped opening
called Pouring Basin is cut at the top to facilitate easy pouring of the metal.
15.
The cope is lifted, turned over and placed on the floor.
16.
The pattern pieces are carefully removed after moistening the edges with a swab
and loosening the pattern by a draw spike.
17.
Then, a small passage known as gate is cut connecting the sprue basin (bottom
of the sprue hole) and the mold cavity. A bellow is used to clean the sand or
dirt, fallen into the mold cavity.
18.
The mold surfaces are coated with graphite, using a swab, to give smooth
surface to the casting.
19.
Bake the mold, in the case of Dry Sand Mold.
20.
The cope is placed over the drag carefully again to get the two halves of the
mold together. Now the mold is ready for pouring, as illustrated in Fig. (iv).
21.
The molten metal is poured through the pouring basin. It flows through the
sprue hole, sprue basin, runner and gate, until the metal comes out on the top
of the riser hole. The contents in the molding box are allowed to cool.
3. FLOW OF MOLTEN METAL IN THE MOLD
See
Fig. 3. The molten metal is poured at the funnel-shaped pouring basin. It flows
into the sprue hole to the runner through sprue basin. The runner is a
horizontal passage which carries the molten metal to one or more gates. Molten
metal enters the mold through the gate(s). After the mold is filled up, the
molten metal rises into the riser and comes to the top of the riser hole.

4. ADVANTAGES AND DISADVANTAGES OF CASTING PROCESS
Advantages
1.
Versatility in Production:
a)
Casting is one of the most versatile form of manufacturing processes, for
producing components, because there is no limit to the size and shape of the
component that can be produced by casting.
b)
A wide range of metals and alloys with different compositions and properties
can be cast easily.
2.
Low Cost: It is found to be the cheapest method of metal
forming.
3.
Complexity: Most complex shaped products, which
cannot be easily produced by other means, can be produced by casting.
4.
Rate of Production: It gives a faster rate of production.
Thus the total time per unit production is minimized.
5.
Production of Prototype: By casting process, it is possible
to produce prototype products as desired.
6.
Surface Finish: The surface finish can be controlled
depending on the metal to be cast. Hence, in most of the cases, the process of
casting reduces or eliminates subsequent machining operations.
Disadvantages
1.
Casting Defects: Castings are susceptible to various
defects such as blow holes, shrinkage, scab, swell, hard spots, runout, honey
combing, cracks, shifts, etc.
2.
Economy: It is not economical when the parts to be made are
very small in quantity.
Basic Civil & Mechanical Engineering: UNIT I: j. Production engineering : Tag: : Basic steps in the Foundry Process - Foundry process - metal casting
Related Topics
Related Subjects
Basic Civil and Mechanical Engineering
BE3255 2nd Semester 2021 Regulation | 2nd Semester EEE Dept 2021 Regulation