Basic Civil & Mechanical Engineering: UNIT I: j. Production engineering
Metal forming process
Concepts, Classification
In the early days, mankind discovered that a heated piece of metal could be more easily hammered into different shapes.
METAL FORMING PROCESS
1. METAL FORMING PROCESS - CONCEPTS
Metal
Forming: In the early days, mankind discovered that a heated
piece of metal could be more easily hammered into different shapes. Metal
Forming is also known as Metal Working. As the name implies, Metal Forming
means forming of metals into different shapes by Metal Forming Processes. In
this process, no chip is removed from the metal.
Metal
Forming Processes: Metal Forming Process is defined as a
process in which the desired shape and size of a component are obtained through
the plastic deformation of metal. This can be achieved either by heating the
metal and applying a relatively small amount of mechanical force or by applying
a large amount of force.
Metal
forming process changes the shape and dimensions of the raw material, but the
volume of the metal remains substantially constant throughout the process. It
is an economical method of manufacturing components, because loss of material
is too less.
•
Raw material for metal forming is a Bar / Billet/ Blank / Ingot / Metal Stock.
•
Various metal forming processes are :
Forging,
Rolling, Extrusion and Sheet Metal Forming (Drawing).
i.
Deformation of Metals
Deformation
is the change in form or shape of material under the action of applied forces.
There are two types of deformations:
1.
Elastic Deformation
Elastic
deformation of a material is defined as the ability of the material to return
to its original position after the removal of the external force. When a metal
crystal is subjected to external force, a change of shape takes place. Why?
This is because atoms are displaced. Removal of the force will allow the atoms
to return to their normal equilibrium position, so long as the material is
elastic. The elastic deformation is thus temporary. Hence, the material comes
back to its original shape.:
2.
Plastic Deformation
Plastic
deformation is a permanent deformation. Plasticity is the property of a metal
which enables the formation of permanent deformation without fracture. When a
metal is stressed far beyond the elastic range, it will never return to its
original form or shape due to plastic deformation.
2. CLASSIFICATION OF METAL FORMING PROCESSES
The
metal forming processes can be grouped under two broad categories as:
1.
HOT WORKING 2. COLD WORKING
1.
Hot Working
Metals
have crystals or grains separated from each other by grain boundaries. This can
be observed in their microstructure, magnified more than 1000 times by viewing
through a microscope. The necessary plastic deformation in a metal can be
achieved either by heating the metal and then applying a small mechanical force
or by the application of large amount of force without heating.
Re-crystallization
If
the temperature of the metal is increased to a certain degree (a definite value
for each metal), new refined (re-crystallized) grains are formed. The process
of formation of these new refined grains is called Re-crystallization.
Re-crystallization
does not produce new structures, but produces new crystals of the same
structure.
Re-crystallization
Temperature
The
temperature at which re-crystallization process is completed is called
Re-crystallization Temperature.
Hot
Working
The
hot and cold-working processes can be distinguished by the temperatures at
which metal forming processes are carried out. The mechanical working of metals
above the re-crystallization temperature resulting in plastic deformation is
called Hot Working.
Hot
Working Processes
Hot
Forging, Hot Rolling, Hot Extrusion, Hot Drawing or Cupping, Roll Piercing.
Products
by Hot Working: Automobile connecting rod, crankshaft,
etc., are produced by hot working. The
re-crystallization temperature generally lies between one-third to one-half of
the melting point of most of the metals. For metals like lead and tin, the
re-crystallization temperature is quite low.
2.
Cold Working
The
mechanical working of metals below the re-crystallization temperature resulting
in plastic deformation is called Cold Working.
Cold
Working Processes
1.
Sheering : Blanking, Piercing, Punching
2.
Bending : Angle bending, Plunging, Plate bending, Bending of rods and pipes
3.
Drawing : Wire / Rod / Tube drawing, Drawing or Cupping, Deep drawing
4.
Squeezing : Coining, Embossing, Riveting
5.
Extrusion : Cold extrusion
Products
by Cold Working: Bolt heads, rivets, nails, gears, etc.,
are produced by cold working.
3. FORGING
Forging
is the working or forming of metal into the required shape by hammering or
pressing. It is the oldest of the metal working arts, having its origin with
the primitive blacksmith of metalage times. Forging was first used to make
jewelry, coins and various implements by hammering metals with tools made of
stone.
The
development of machinery to replace the arm of the smith occurred early during
Industrial Revolution. Today, there is a wide variety of forging machinery
which is capable of making parts ranging in size from a bolt to a turbine rotor
or an entire airplane wing.
Principles
of Forging
Forging:
Forging is defined as a process in which the desired size and shape are
obtained through the plastic deformation of metal.
Forgeability:
Forgeability is defined as the capability of a metal to undergo deformation
without cracking.
Simple
forging operations can be performed with a heavy hand hammer and an anvil, as
was traditionally done by blacksmiths. Forgings require a set of dies and a
forging hammer or a press. Metal flow and grain structure can be controlled.
Therefore, forged parts have good strength and toughness.
Hot
Forging and Cold Forging
Forging
done at room temperature is called Cold Forging. Forging done at elevated
temperature is called Hot Forging.
Remember!
Forging operation should be performed below the melting temperature of the
respective metal.
Because
of the higher strength of the material, cold forging requires greater forces
and the work piece materials must have sufficient ductility at room
temperature. Hot forging requires smaller forces, but it produces dimensional
accuracy and surface finish that are not so good. Forgings generally require
additional finishing operations such as heat treatment to modify the properties
and then machining to obtain accurate finished dimensions.
Forging
Metals
•
Wrought iron, mild steel, carbon steel, alloy steel, non-ferrous metals like
brass, bonze and aluminum alloys are the usual raw materials used in forging.
•
Cast iron is brittle and hence not forgeable; if heated and beaten, it breaks
into pieces.
Forging
Applications
•
Rivets, bolts, nuts, headed pins, eye bolts, hooks, clamps
•
Automobile parts (axles, crankshafts, connecting rods)
•
Agricultural implements
•
Shafts for turbines Structural components for machinery, aircraft, railroads,
etc.
4. ROLLING
1.
Rolling of Metals
Rolling
of Metals is the process of reducing thickness or changing
the cross-section of a long work-piece by compressive forces applied through a
set of rolls. Rolling may be carried out at room temperature (Cold Rolling) or
at elevated temperatures (Hot Rolling).
Applications
Rolling
is a major and the most widely used industrial process, because of its higher
productivity and low cost. Rolling produces components having constant cross
section throughout its length. The industrial utility of this process is
distinctly visible by the wide range of rolled products available.
In
steel, the metal is cast into a form called Ingot. Rolling is used to deform
the metallic ingots into various useful sections. From these ingots, sheets,
plates, rounds, etc., are rolled in steel rolling mills. Before rolling, the
ingots are heated in a large furnace. The hot ingots are first rolled into
slabs, blooms or billets.
Slabs,
blooms, billets have rectangular sections and rounded corners as shown in Fig.
4. They are semi-finished shapes.
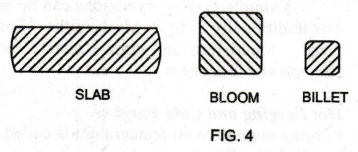
Slabs
are used for rolling sheets and plates. See Fig. 5.
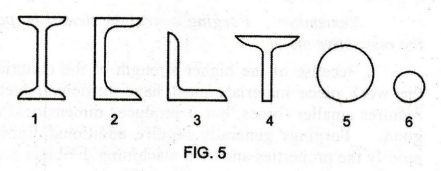
Blooms
are used for rolling structural shapes such as channel sections, angles,
I-sections, T- sections, etc.
It
is also possible to produce special sections such as railway wagon wheel by
rolling individual pieces. Billets are used for rolling rounds, squares, wires
and other small sections. Width of rolled products may range upto 5 meters and
as thin as 0.0025 mm.
2.
Principle of Rolling
See
Fig. 6. Rolling is the process of forming metal to required shape by passing it
through a set of power-driven rotating rollers through a regulated opening. The
rolls will have the desired profile on its periphery.
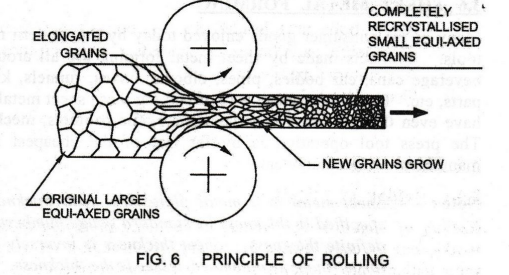
During
rolling, plastic deformation of the metal takes place. The metal is subjected to high compressive
stress causing the metal to elongate.
The
crystals of the metal are elongated in the direction of rolling. Also the
cross-section of the work piece is reduced. When the metal is heated and then
rolled, it is called hot rolling as shown. When the metal is
rolled in cold condition, it is called cold rolling.
5. EXTRUSION
Extrusion
is
the process by which a block of metal (billet, generally round) is reduced in
crosssection by forcing it to flow through a die orifice under high pressure.
In general, extrusion is used to produce cylindrical rods or hollow tubes.
Extrusion
is the process of confining the metal in a closed cavity and then allowing it
to flow from only one opening, so that the metal will take the shape of the
opening. The operation is identical to the squeezing of toothpaste out of the
toothpaste tube. Almost any solid or hollow cross-section may be produced by
extrusion.
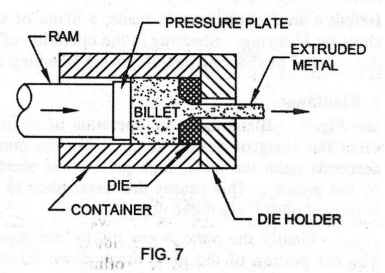
The
extrusion process consists of forcing metal (confined to a pressure chamber)
out through a specially formed die. In this a ram slides inside a container.
The ram is operated by hydraulic drive of a press. The die is held in position
by a die holder.
The
ram is first withdrawn away from the container. A heated round billet is placed
into the container. A pressure plate is placed at the end of the ram in contact
with the billet. The hot metal is forced out or extruded through the die
opening, as an extruded part. The shape and size of the extruded part depends
upon the shape and size of the die.
Extrusion
Ratio: It is defined as the ratio of cross-sectional area
of the billet to that of the extruded section. The typical values lie between
20 and 50.
Uses:
Rods, tubes, structural shapes, lead-covered cables, railings for sliding
doors, structural and architectural shape, door and window frames are typical
products of extrusion.
6. SHEET METAL FORMING
Many
of the consumer goods enjoyed today by the modern man owe their low cost to the
press tools. Products made by sheet metal forming are all around us – they
include metal desks, beverage cans, car bodies, pipes, elbows, boxes, funnels,
kitchen appliances, hoppers, aircraft parts, etc. But for the cheap way of
making these sheet metal components, we possibly could not have even thought of
having typewriters, file cabinets, mechanical toys, etc., at such low cost. The
press tool operation is by far one of the cheapest and fastest ways of the
complete manufacture of a component.
Note:
Sheet metal is a metal plate/sheet with thickness less than 5 mm. Sheets are
specified in thickness by standard gauge numbers. Each gauge number designates
a definite thickness. Sheet thickness is inversely proportional to gauge
number, i.e., larger the gauge number, lesser is the thickness.
Press
Working Operations
Press
Working Operations refer to Sheet Metal Work.
Spring-Back:
One
of the principle concerns in a sheet metal operation is the spring-back of the
metal. When the metal is deformed, it is first elastically deformed and then
plastically. When the applied load is removed, the plastic component of the
deformation remains permanently, but the elastic part springs-back to its
original shape.
In
sheet metal work, Low Carbon Steel, Galvanized Iron (G.I.), Aluminum, Stainless
Steel, Copper and Tin are used.
Types
of Press Working Operations are Shearing, Bending, Drawing and Squeezing.
1.
Shearing
Before
a sheet metal part is made, a blank of suitable dimension is first removed from
a large sheet by Shearing. Shearing is the operation of cutting-off a sheet
metal between a punch and a die. Types of shearing operations are Blanking and
Piercing.
a.
Blanking:
See
Fig. 8. Blanking is the operation of cuttingoff a flat sheet of desired shape.
As the punch descends upon the plate, high pressure is exerted by the punch.
This causes the metal plate to be deformed plastically in the die.
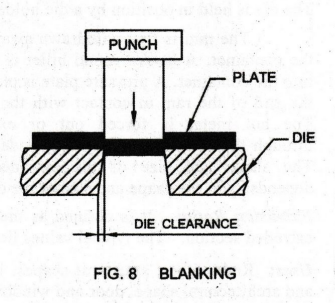
Finally
the plate is cut off by the punch. The cut portion of the plate drops down
through the die opening. To make the blanked out plate drop down freely, die clearance
is provided as shown. The sheet metal left on the die is scrap.
Blanking
is the first step in a series of operations. The blank is further processed,
i.e., bending or drawing is done on the blank.
b.
Piercing:
See
Fig. 9. Piercing is the operation of producing a hole of any shape in a sheet
metal using a punch and die. The punch size will be exactly the same as the
size of the hole to be pierced.
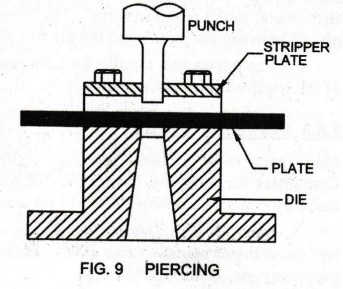
The
sheet metal or plate is introduced between the punch and the die through the
stripper plate. The punch pierces the hole in the metal when it moves down. The
pierced out metal, called scrap, drops down through the die opening. After
piercing, the punch moves up.
The
sheet metal on the die may stick with the punch surface. The stripper plate
strips-off the sheet metal from the punch. Clearance is allowed on the die.
2.
Bending
Bending
is the operation of straining a metal both in tension (Outer Fiber) and
compression (Inner Fiber) without appreciable change in its thickness. As the
metal is pressed beyond the elastic limit, deformation takes place. When the
load is removed, the metal retains the bent shape given by the die.
a.
Angle Bending
See
Fig. 10. Angle bending is the operation of bending a sheet metal to a sharp
acute angle. The punch and the die are shaped to the desired angle, taking into
account the effect of spring back of the metal.
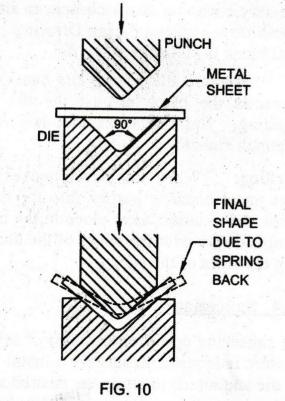
Spring
Back: In the bending operation, the metal retains the
bent shape, even after the punch goes up. However, there is some elastic
recovery, resulting in a slight decrease in the bent angle, this known as
spring back.
The
metal will spring back to a small amount. Hence metal is bent slightly more
than the required angle.
b.
Forming
See
Fig. 11. Forming is the operation of bending a sheet metal to the required
form. The sheet metal is placed between the punch and the die and pressed.
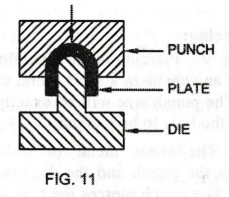
The
punch and the die have the same shape of the required form in the work piece.
3.
Drawing or Cupping
FIG.
11 Many parts made of sheet metal are cylindrical or box-shaped. Examples: Pots
and pans, Containers for food and beverages, Kitchen sinks, Automotive fuel
tanks, etc. Such parts are made by a process in which a punch forces a flat
sheet-metal blank into a die cavity.
See
Fig. 12. Drawing or Cupping is the operation of producing cup
shaped parts from flat sheet metal blanks. Examples: Bathtubs, automobile
bumpers, kitchen appliances such as pressure pans, kettles, bowls, etc.
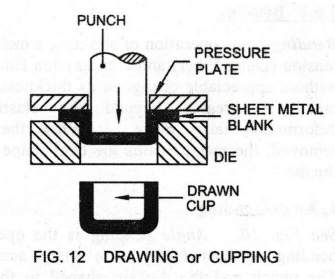
Description
The
setup is similar to that used in Blanking except that the punch and the die are
provided with the necessary rounding at the corners to allow for the smooth
flow of metal during Drawing. The sheet metal blank is placed over the die. .
Pressure
Plate holds the blank on the die. It presses the blank against the die to
prevent wrinkling. Sufficient clearance is given between the punch and die.
Working:
When the punch moves down, the sheet metal blank is pushed into the die
opening. Plastic deformation takes place in the blank. The metal is drawn over
the edges of the die opening to form the sides of the cup.
4.
Squeezing
The
squeezing operation is the most severe of all cold press operations. Tremendous
amount of pressure is required to squeeze a metal which is made to flow in a
cold state, within the cavity of the die and punch to attain the desired shape.
Hydraulic press is used for squeezing. Squeezing can be done only on ductile
materials having good plasticity.
Squeezing
Operations are: 1. Coining 2. Embossing 3. Cold Extruding 4. Riveting
1.
Coining
See
Fig. 13. As the name implies, this process is widely used in producing coins
and ornamental parts by squeezing the metal between a punch and die.
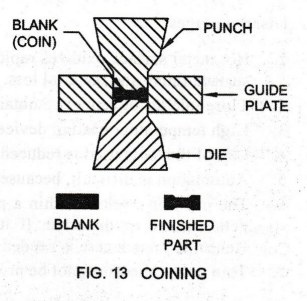
A
blank of correct size is placed within the punch and die. Both the punch and
die are engraved to have the required pattern and shape. Tremendous pressure is
applied on the blank from both the ends.
The
movement of the die and punch is guided by a guide plate. The blank metal flows
in the cold state and fills up the cavity of the punch and die.
The
coin produced gets a sharp impression on its two slides, corresponding to the
engravings on the punch and the die.
2.
Embossing
See
Fig. 14. Embossing is the operation of giving impression of
letters, figures or designs in sheet metal blanks. Blank is placed between the
punch and the die.
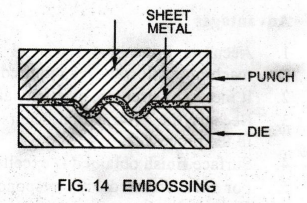
Both
the punch and the die have the engravings required on the blank. The die will
have projections and the punch will have the corresponding depressions. The
punch presses down the blank on the die. The blank metal flows in the cold
state and have the engravings marked on it by squeezing. This operation is
mostly used on name plates, tin containers, etc.
7. HOT WORKING: ADVANTAGES AND DISADVANTAGES
Advantages
1.
During hot working operations, the metal remains in plastic state. Therefore,
force required to change the shape is less when compared to cold working.
2.
The grains of the metal after hot working are refined. Therefore, mechanical
properties such as toughness, ductility, elongation, etc., can be improved. The
resistance to impact is increased.
3.
Porosity in the metal is mostly eliminated.
4.
Impurities are broken up and distributed throughout the metal. Hence, internal
structure of the metal gets refined.
5.
Power required to finish the product from the ingot is reduced.
6.
Metal, labor and time are saved.
7.
It is a quick and economical process.
8.
This process is suitable for nearly all the commercial metals.
Disadvantages
1.
Hot metal surface oxidizes rapidly due to high temperature of the metal. This
results in poor surface finish and material loss.
2.
Close tolerances cannot be obtained.
3.
High temperature heating devices are required, which increases the investment
cost.
4.
Life of the tools used is reduced as the tools have to work at high
temperatures.
5.
Automation is difficult, because of high working temperatures.
6.
The metal is worked within a particular range of temperatures. If worked below,
the metal gets cracked or distorted. If it is heated above the required range,
the metal may burn. Hence, too much care is needed while maintaining the
optimum temperature.
7.
Thin gauge sheets cannot be produced.
8. COLD WORKING : ADVANTAGES AND LIMITATIONS
Advantages
1.
Accurate dimensional control can be obtained by cold working process. Hence no machining
allowance is required.
2.
It increases strength, elasticity and hardness of the metal parts worked.
3.
Because the deformation occurs at low temperatures, no surface oxidation or
scaling occurs in the process.
4.
Surface finish obtained is excellent, as no surface oxidation results during
the process.
5.
For metals that do not respond to heat treatment, cold working is a possible
method to increase hardness.
6.
Thin gauge sheets can be produced by cold working.
7.
Automation is possible because of low working temperatures.
Disadvantages
1.
As the strength of the metal is very high at low temperatures, large forces are
required for deformation, calling for high capacity machines which are costly.
2.
Only small sized components can be easily cold worked, as for the larger
sections, greater forces are required. Sections of more than 25mm diameter are
rarely cold rolled.
3.
All metals and alloys cannot be cold formed. It is limited to ductile metals
only.
4.
The grain structure is not refined. Distortion of grain structure is created.
5.
Because of very high forces involved, the tooling must be specially designed.
Hence the tool cost is high.
Basic Civil & Mechanical Engineering: UNIT I: j. Production engineering : Tag: : Concepts, Classification - Metal forming process
Related Topics
Related Subjects
Basic Civil and Mechanical Engineering
BE3255 2nd Semester 2021 Regulation | 2nd Semester EEE Dept 2021 Regulation