Basic Civil & Mechanical Engineering: UNIT II: h. Bricks
Manufacture of bricks
Removal of loose soil: The top layer of loose soil should be removed for a depth of 20 cm. It should not be used for preparation of bricks as it contains lot of impurities.
MANUFACTURE OF BRICKS
1. PREPARATION OF BRICK EARTH or CLAY
1.
Removal of loose soil: The top layer of loose soil should
be removed for a depth of 20 cm. It should not be used for preparation of
bricks as it contains lot of impurities.
2.
Digging and Spreading: The earth (clay) is dug from below
20 cm. It is spread on a level ground. All undesirable materials like grass,
roots, gravel, stones, etc., are removed.
3.
Weathering: Spread earth is exposed to atmosphere
for a few weeks. This is called Weathering. Weathering imparts plasticity and
strength to the clay.
4.
Blending: Blending consists of mixing different types of
earths such as sandy or calcareous clays in suitable proportions with little
quantities of coke, ash, etc. Blending develops the essential qualities needed
for moulding, drying and burning of bricks. The whole mass is mixed uniformly
and water is added.
5.
Tempering: Tempering consists of kneading the earth under the
feet of men or cattle after adding water. This is to make the mass stiff and
homogenous, but plastic enough for moulding. For making superior bricks in large
scale, the earth is tempered in a Pug Mill.
Pug
Mill
See
Fig. 1. Pug Mill consists of a Conical Iron Tub. A Vertical Shaft is provided
with a number of Horizontal Arms with Cutting Knives for breaking clay lumps. A
Long Horizontal Arm is fitted at the top of the vertical shaft.
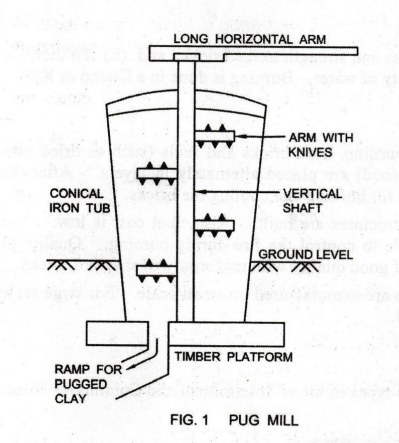
Clay
and water in the ratio 4: 1 are fed from the top. The vertical shaft is rotated
by electrical power. Due to the action of the knives in the horizontal arms,
the clay is mixed and tempered. The tempered clay leaves the pug mill through a
Ramp at the bottom.
2. MOULDING OF BRICKS
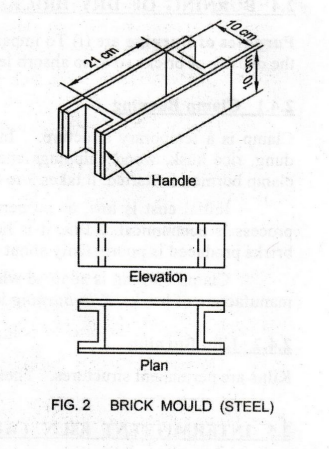
Brick
Mould: See Fig. 2. It is a rectangular box made of steel
or wood. The box is opened at top and bottom. The mould is made 6 mm deeper
than the brick size, because the raw bricks shrink during drying and burning.
Moulding of brick is done by Hand or in Moulding Machine.
Hand Moulding: In this, bricks are moulded by hand, i.e., manually. Hand moulding is preferred when bricks are manufactured on small scale. Hand moulding may be done either on ground (called Ground Moulding) or on table (called Table Moulding).
•
Ground Moulding: A level ground is prepared. A thin layer of sand
is spread over the prepared ground. The mould is wetted in water and placed on
the ground firmly. The tempered clay is filled into the mould. Then, the mould
is carefully lifted up, leaving the raw brick on the ground.
•
Table Moulding: Table moulding is done over a table
instead of on the ground.
Machine
Moulding: Machine Moulding is used for large scale
manufacture. In this, the pugged clay is fed into the moulding machine. As the
clay moves through it, it is compressed and cut into strips by wires. Thus,
brick blocks are formed.
Advantages:
Machine-moulded bricks are heavier and stronger, having regular shape and size,
sharp edges and corners and smooth surface.
3. DRYING OF BRICKS
The
bricks are dried for two weeks under the sun or under the shed. If the bricks
are not properly dried before they are burnt, they may get cracked and
distorted during the burning process.
4. BURNING OF DRY BRICKS
Purposes
of Burning are (i) To impart hardness and strength to the
bricks; and (ii) To increase the density of bricks so as to absorb less
quantity of water. Burning is done in a Clamp or Kiln.
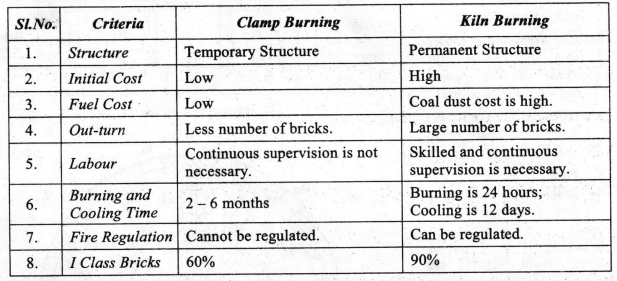
a.
Clamp Burning
Clamp
is a temporary structure. In clamp burning, both bricks and fuels (such as
dried cow dung, rice husk, wood chippings and cheap wood) are placed
alternately in layers. After the clamp burning is started, it takes 3 to 6
months for burning and cooling the bricks.
Initial
cost is low, as no permanent structures are built. Also, fuel cost is low. The
process is economical. But, it is not possible to control the fire during
burning. Quality of bricks produced is poor. Only about 60% is of good quality
with uniformity of shape of bricks.
Clamp
burning is adopted when bricks are manufactured on small scale. For large scale
manufacture of bricks, Kiln Burning is adopted.
b.
Kiln Burning
Kilns
are permanent structures. There are two types of kilns: Intermittent and
Continuous Kilns.
5. INTERMITTENT KILN (ALLAHABAD KILN)
See
Fig. 3. In this, the process of burning is intermittent (i.e., discontinuous).
Allahabad Kiln is an overground intermittent kiln.
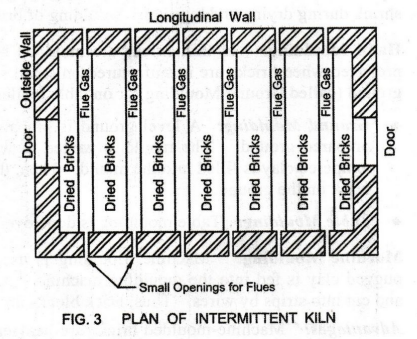
The
Intermittent Kiln is in the form of a rectangular building with thick outside
Walls. In this, the operations, namely, Loading of Bricks, Firing, Cooling and
Unloading are done one after the other."
Trenches
are dug in the floor with intervening Small Openings. Above the trench, the
dried bricks are laid with gaps between them for the hot flue gases to flow to
each brick.
Flue
gases are circulated through the small openings in the Longitudinal Wall for 3
to 4 days. The bricks are then allowed to cool for 7
6. HOFFMAN'S CONTINUOUS KILN (FLAME KILN)
In this kiln, the process of burning is
continuous. It is used to produce continuous supply of bricks on a large scale.
Description:
(Fig. 4)
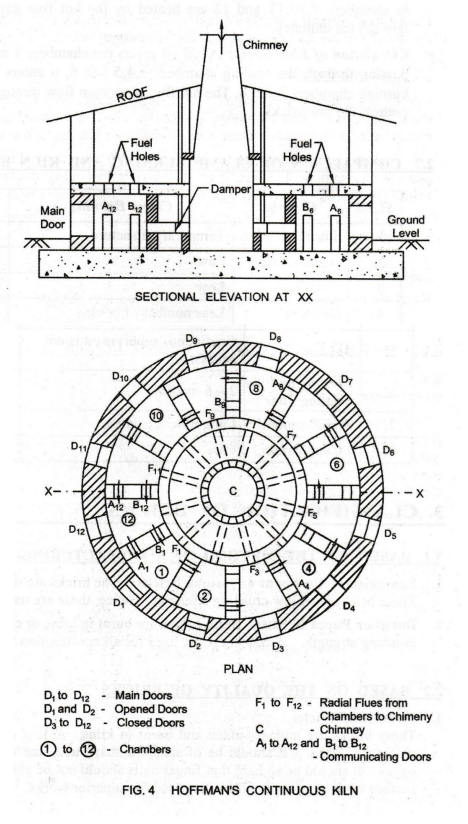
Hoffman's
Kiln is circular in plan with a Chimney at its center.
Around
the chimney, there are 12 Chambers in an annular shape. Each chamber consists
of the following:
•
A Main Door (e.g., Di) for loading and unloading of bricks.
•
Communicating Doors (e.g., A1 and B1) for flow of flue
gases between the chambers. A Radial Flue (e.g., Fı) from each chamber to the
chimney.
•
Fuel Holes for dropping the fuel powdered coal.
Working
First,
main doors are closed. Dampers are provided for the communicating doors and the
radial flues for opening and closing.
In
a continuous kiln, the progress of work is so arranged that one chamber is
loaded, another is unloaded and still another is freshly fired.
•
Chamber 1 is loaded with raw bricks. Chamber 2 is emptied of cooled down burnt
bricks. The bricks in the chambers 3,4,5 are cooling
Bricks
stacked in the chambers 7 and 8 are supplied with fuel through fire holes. Raw
bricks in chambers 9,10,11 and 12 are heated by the hot flue gases. Then the
flue gases leave through the chimney.
•
Circulation of Flue Gases: Cold air enters the chambers 1 and
2 through the doors. After passing through the cooling chambers 3,4,5 and 6, it
enters in a heated condition into the burning chambers 7 and 8. The hot flue
gases then flow through the chambers 9,10,11 and 12 preheat the raw bricks.
7. COMPARISON OF CLAMP BURNING AND KILN BURNING
Basic Civil & Mechanical Engineering: UNIT II: h. Bricks : Tag: : - Manufacture of bricks
Related Topics
Related Subjects
Basic Civil and Mechanical Engineering
BE3255 2nd Semester 2021 Regulation | 2nd Semester EEE Dept 2021 Regulation